해외 검사원 자격시험 자료 공유합니다
먼저 영어 공부를 선행하시고 시험 준비하기를 권장드립니다 본인은 일전에 드릴쉽승선해서 검사한 경험있는데 영어가들리지 않아 곤란한경험이 여러번있었습니다
일단 해외자격시험은 국내 자격보다 어렵지 않습니다 다만 영어로 시험이 진행된다는 점이 어려울뿐입니다
API 시험을 치고나서 느낌은?
시험코드는 반듯이 정독해보시고 시험 치세요 대분분의 문제가 해당코드에서 출제 됩니다 그리고 공부방법은 기출문제를 풀어보고 그문제가 어디에서 나오는지 알아야 한다는 것입니다 그것은 추가코드를 공부할때도 마찬가지 입니다 문제를 풀때 앞의 목차를 보면서 어디에서 나올것 같은지 한번씩 생각해 보시기를 추천 드립니다
아직 공유안한 자료들 많이 있습니다 혹시 필요하신분들 댓글 달아주세요 (510,570, 653, ASNT L3, CWI 등...기타 각종 코드 필요하신분들 )
국내 최저가 화상영어 추천(한달 6만원 20회 20분)
국내 최저가 화상영어 (한달 6만원 20회 20분)
국내 최저가 화상영어 추천(한달 5만원 20회 20분) 아직도 말 못하는 수업만 하고 계신가요? ‘영어는 공부’가 아니라 ‘언어’라는 점을 아셔야 합니다 때문에 당연히 원어민과 대화를 하면서
qi-inform.tistory.com
1) With which of the following NDE processes is it possible to detect both surface and slight sub-surface defects up to 2mm below the surface:
| a. | Visual |
| b. | Dye penetrant |
| c. ( answer ) | Magnetic particle using DC |
| d. | Magnetic particle using AC |
See below, you can know why choose “c”:
- Alternating Current (AC). Electric current flows through a conductor in a back and forth direction at specific intervals. Note: It provides the best sensitivity for the detection of surface discontinuities only.
- Direct Current (DC). Electric current flows through a conductor in only one direction at all times. Note: DC from a battery source has been phased out in favor of rectified forms of AC for surface and subsurface flaw detection:
– Full-Wave Rectified (FWDC). Electric current flows through a conductor in one direction only with an increased rate of pulsating surges and drops at specific intervals. Note: FWDC is recommended for effective surface and subsurface flaw detection when using the wet method of inspection.
– Half-Wave Rectified (HWDC). Electric current flows through a conductor in one direction only with pulsating surges and drops at specific intervals-hence the name half wave. Note: It is most effective for surface and subsurface flaw detection when using the dry powder method of inspection.
2) For MPI using the prods method, which of the following statements is true:
| a. ( answer ) | It may cause arc damage on the specimen material surface |
| b. | It requires fewer operators therefore is easier |
| c. | It can be used with ferritic and non-ferritic materials |
| d. | It is quicker than using a yoke type electromagnet |
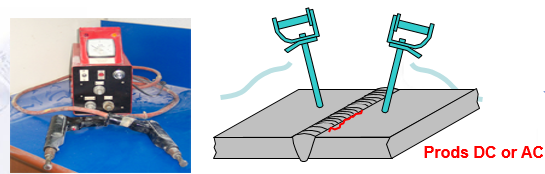
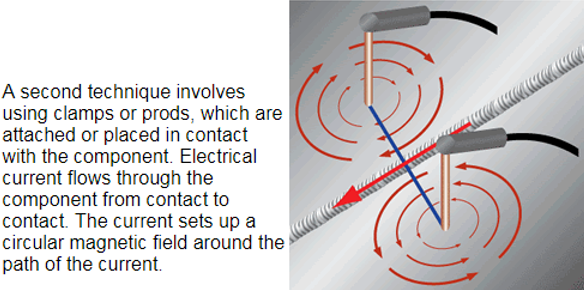
Prods induce a circular magnetic field by sending a high amperage (1000A typically) current through the testpiece. The high amperage can cause arcing between the electrodes and test surface. Contact points must be carefully cleaned, and electrode materials chosen to prevent contamination of the testpiece.
ADVANTAGESDISADVANTAGES
|
|
|
|
|
|
|
|
|
|
|
|
|
3) With the DPI method of inspection, after the contact time has elapsed the dye should be removed by:
| a. | Spraying the surface with the remover till all dye has gone then wipe with a clean cloth |
| b. | Spraying with the developer then wiping with a cloth |
| c. ( answer ) | Wipe clean, using a lint free cloth soaked in a solvent remover |
| d. | It doesn’t matter how it is done as long as all traces of dye are removed |
DPI: means Liquid Penetrant (PT or Dye-Penetrant). It has 4 steps:
Step 1. Pre-Cleaning: Ensure surface is very Clean normally with the use of a solvent
Step 2. Apply penetrant: After the application, the penetrant is normally left on the components surface for approximately 15-20 minutes (dwell time). The penetrant enters any defects that may be present by capillary action.
Step 3. Clean off penetrant: the penetrant is removed after sufficient penetration time (dwell time). Care must be taken not to wash any penetrant out off any defects present. After the penetrant has be cleaned sufficiently, a thin layer of developer is applied. The developer acts as a contrast against the penetrant and allows for reverse capillary action to take place.
Step 4. Inspection / development time: Inspection should take place immediately after the developer has been applied. any defects present will show as a bleed out during development time. After full inspection has been carried out post cleaning is generally required.
Above question ask about How to cleaning surface after apply penetration. Penetrant removal:
The method of removal depends upon the type of penetrant used. The main method we are usually use is Solvent removable penetrants.
- The solvent can be applied by spray or by a cloth.
- During the initial inspection stage, after dweel time the excess penetrant should be removed by applying the solvent to a cloth and then wiping the surface clean.
4) Which of the following commonly used radio active isotopes has the longest half life?
| a. | Iridium 192 |
| b. ( answer ) | Cobalt 60 |
| c. | Thulium 170 |
| d. | Ytterbium 169 |
What determines the penetrating power of a gamma ray ? This is:
- the type of isotope (the wavelength of the gamma rays)
GAMMA SOURCES with Isotope Typical Thickness Range:
- Iridium 192: from 10 to 50 mm (mostly used)
- Cobalt 60 > 50 mm
- Ytterbium < 10 mm
- Thulium < 10 mm
- Caesium < 10 mm
We can see Cobalt 60 have Isotope typical thickness range > 50mm. So, it has Haft life longest ( more than 5 years ).
For more inforation:
- Iridium-192 (symbol 192Ir) is a radioactive isotope of iridium, with a half-life of 73.83 days
- Cobalt-60, is a synthetic radioactive isotope of cobalt with a half-life of 5.2714 years
- Thulium 170: This isotope has a half-life of 128.6 days
- Ytterbium 169: The 169Yb isotope (with a half-life of 32 days)
- Caesium: The isotopes with mass numbers of 129, 131, 132 and 136, have half-lives between a day and two weeks, while most of the other isotopes have half-lives from a few seconds to fractions of a second.
5) A 300mm diameter pipe, 10mm wall thickness is to be radiographically tested using the double wall single image technique (DWSI). The source to be used is Iridium 192. Which of the following statements is true?
| a. | It should not be done as the thickness is below that recommended |
| b. | It would be better to use a cobalt 60 source in this instance |
| c. ( answer ) | There is no problem with the technique |
| d. | Only the double wall, double image technique should be used with Iridium |
We know:
– GAMMA SOURCES with Isotope Typical Thickness Range:
- Iridium 192: from 10 to 50 mm (mostly used)
- Cobalt 60 > 50 mm
- Ytterbium < 10 mm
- Thulium < 10 mm
- Caesium < 10 mm
– Radiographic Techniques:
- Single Wall Single Image (SWSI): film inside, source outside
- Single Wall Single Image (SWSI) panoramic: film outside, source inside (internal exposure)
- Double Wall Single Image (DWSI): film outside, source outside (external exposure)
- Double Wall Double Image (DWDI): film outside, source outside (elliptical exposure)
– Double Wall Single Image (DWSI):
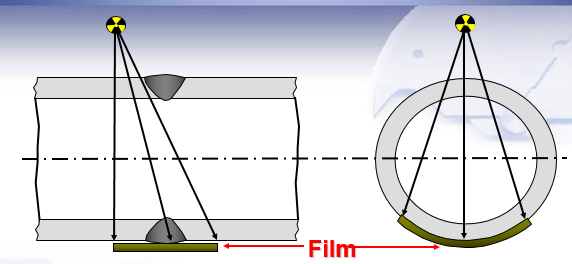
- IQI’s are placed on the film side
- Source outside film outside (multiple exposure)
- This technique is intended for pipe diameters over 100mm
6) What is the greatest disadvantage of radiographic inspection?
| a. | Its inability to size defects accurately |
| b. | The physical size of the equipment |
| c. | The skill level of the operators |
| d. ( answer ) | The harmful effects of ionising radiation |
Disadvantages Expensive consumables:
- Bulky equipment
- Harmful radiation
- Defect require significant depth in relation to the radiation beam (not good for planar defects)
- Slow results
- Very little indication of depths
- Access to both sides required
7) Half life is a term used to describe:
| a. | The penetrating ability a gamma source |
| b. | Half the total time a gamma source will be useful |
| c. ( answer ) | The time taken for the gamma source to reduce its strength by half |
| d. | The rate of decay of an X-ray tube |
Pls see question No. 4 above first.
Documents for refer:
Half-life (symbol t1⁄2) is the time required for a quantity to reduce to half its initial value.
The term half-life is defined as the time it takes for one-half of the atoms of a radioactive material to disintegrate. Half-lives for various radioisotopes can range from a few microseconds to billions of years. See the table below for a list of radioisotopes and each of unique their half-lives.
8) Which of the following defects are unlikely to be detected by normal radiographic techniques?
| a. ( answer ) | Intergranular corrosion cracking |
| b. | Porosity |
| c. | Slag |
| d. | Lack of penetration |
We use Exclusion principle to answer this question. The porosity / slag / lack of penetration can detect by RT. So, “a” is righ answer.
Pls refer to link to know about: Intergranular corrosion cracking
– The principles of radiography:
- Thinner areas and materials of a less density show as darker areas on the radiograph
- Thicker areas and materials of a greater density show as lighter areas on a radiograph
– Intergranular corrosion cracking ( weld decay ):
- Intergranular corrosion is sometimes also called “intercrystalline corrosion” or “interdendritic corrosion“. In the presence of tensile stress, cracking may occur along grain boundaries and this type of corrosion is frequently called “intergranular stress corrosion cracking (IGSCC)”or simply “intergranular corrosion cracking“.
- “Intergranular” or ‘intercrystalline” means between grains or crystals. As the name suggests, this is a form of corrosive attack that progresses preferentially along interdendritic paths (the grain boundaries). Positive identification of this type of corrosion usually requires microstructure examination under a microscopy although sometimes it is visually recognizable as in the case of weld decay.
We see that: Intergranular corrosion cracking – Positive identification of this type of corrosion usually requires microstructure examination under a microscopy. The crack is very small, not enough to see what difference about density on flim. So, we can not see it ON Flim.
9) Which of the following would be most unlikely to be found in a butt welded butt joint using … conventional radiographic method of NDT?
| a. | Linear elongated slag inclusions in the root (wagon tracks) |
| b. | Burn through |
| c. ( answer ) | Lack of sidewall fusion |
| d. | An elongated gas cavity |
Disadvantages Expensive consumables:
- Bulky equipment
- Harmful radiation
- Defect require significant depth in relation to the radiation beam (not good for planar defects)
- Slow results
- Very little indication of depths
- Access to both sides required
The RT method is not good for Planar defects. So, “c” is righ answer.
10) Who should select the specific welds for NDT, to cover the 10% contractual percentage required by the Specification/Code?
| a. | Anyone can select … |
| b. | The welder as he knows which … |
| c. ( answer ) | This will be referenced in the inspection and test plan |
| d. | Nobody, as welding is always carried out to a high standard the use of percentage NDT … |
This is mimple question. The 10% NDT to be follow ITP ( inspection and test plan ).
'inspection > CSWIP' 카테고리의 다른 글
| CSWIP3.1 기출 Q&A 해설 7(번역 포함) (1) | 2023.02.15 |
|---|---|
| CSWIP3.1 기출 Q&A 해설 6(번역 포함) (1) | 2023.02.15 |
| CSWIP3.1 기출 Q&A 해설 4 (2) | 2023.02.14 |
| CSWIP3.1 기출 Q&A 해설 3 (0) | 2023.02.14 |
| CSWIP3.1 기출 Q&A 해설 2 (0) | 2023.02.14 |




댓글