해외 검사원 자격시험 자료 공유합니다
먼저 영어 공부를 선행하시고 시험 준비하기를 권장드립니다 본인은 일전에 드릴쉽승선해서 검사한 경험있는데 영어가들리지 않아 곤란한경험이 여러번있었습니다
일단 해외자격시험은 국내 자격보다 어렵지 않습니다 다만 영어로 시험이 진행된다는 점이 어려울뿐입니다
API 시험을 치고나서 느낌은?
시험코드는 반듯이 정독해보시고 시험 치세요 대분분의 문제가 해당코드에서 출제 됩니다 그리고 공부방법은 기출문제를 풀어보고 그문제가 어디에서 나오는지 알아야 한다는 것입니다 그것은 추가코드를 공부할때도 마찬가지 입니다 문제를 풀때 앞의 목차를 보면서 어디에서 나올것 같은지 한번씩 생각해 보시기를 추천 드립니다
아직 공유안한 자료들 많이 있습니다 혹시 필요하신분들 댓글 달아주세요 (510,570, 653, ASNT L3, CWI 등...기타 각종 코드 필요하신분들 )
국내 최저가 화상영어 추천(한달 6만원 20회 20분)
국내 최저가 화상영어 (한달 6만원 20회 20분)
국내 최저가 화상영어 추천(한달 5만원 20회 20분) 아직도 말 못하는 수업만 하고 계신가요? ‘영어는 공부’가 아니라 ‘언어’라는 점을 아셔야 합니다 때문에 당연히 원어민과 대화를 하면서
qi-inform.tistory.com
1) A solid inclusion in a welder may be:
용접사의 물체 포함은 다음과 같습니다.
- Entrapped slag. (answer)
- Entrapped gas.
- Lack of inter-run fusion.
- None of the above.
This is “solid” not gas!
2) Which is the following is a planar imperfection?
다음 중 평면 결함은 무엇입니까?
- Lack of sidewall fusion. (answer)
- Slag inclusion.
- Linear porosity.
- Root concavity.

3) For fillet welds it is normal practice in the UK and USA measure:
필렛 용접의 경우 일반적으로 영국과 미국 측정은
- Throat thickness.
- Leg lengths. ( answer )
- Penetration depths.
- Both 1 and 3.
Measure “Leg lengths” is easy checking on site.
4) Heavy porosity on the surface of some MMA welds made on a construction site is most likely to be caused by :
건설 현장에서 만들어진 일부 MMA 용접 표면의 심한 기공은 다음과 같은 원인일 가능성이 큽니다.
- Use of the wrong class of electrodes.
- Use of excessive current.
- Moisture pick-up in the electrode covering. ( asnwer )
- A bad batch of the electrodes.

5) Slag inclusion may be present is:
슬래그 함유물이 나타날수 있는것
- Manual metal arc welds. (answer)
- Metal inert gas welds.
- Metal active gas welds.
- All welds.

6) The main cause of undercut is:
언더컷의 주요 원인은 다음과 같습니다.
- Excessive amps. (answer)
- Excessive OCV.
- Excessive travel speed.
- Current too low.

7) Which group of welders is most likely to require continuous monitoring by a welding inspector?
어떤 용접공 그룹이 용접 검사관의 지속적인 모니터링이 필요할 가능성이 가장 높습니까?
- Concrete shuttering welders.
- Overland pipeline welders. ( answer )
- Tack welders.
- Maintenance welders.

8) Which of the following fillet welds is the strongest assuming they are all made using the same material and welded using the same WPS?
모두 동일한 재료를 사용하여 만들어지고 동일한 WPS를 사용하여 용접된다고 가정할 때 다음 필렛 용접 중 가장 강한 용접은 무엇입니까?
- 8mm throat of a mitre fillet. ( answer )
- 7mm leg + 2mm excess weld metal. ( throat thickness: 7*0.7=4.9mm, excess weld metal is not effect to strength of weld )
- Mitre fillet with 10mm leg. ( throat thickness: 10*0.7=7mm )
- Concave fillet with 11mm leg. ( throat thickness: least )

Throat thickness is direct effect to the strength of weld.
9) A typical included angle for MMA welding a full penetration pipe butt is:
전체 관통 파이프 맞대기의 MMA 용접에 대한 일반적인 끼인각은 다음과 같습니다.
- 350 .
- 700. ( answer )
- 900.
- Dependent on the pipe diameter.

10) A fillet weld has an actual throat thickness of 8mm and a leg length of 7mm, what is the excess weld metal?
필렛 용접의 실제 목 두께는 8mm이고 레그 길이는 7mm입니다. 초과 용접 금속은 무엇입니까?
- 2.1mm
- 1.8mm
- 3.1mm ( answer )
- 11.4mm
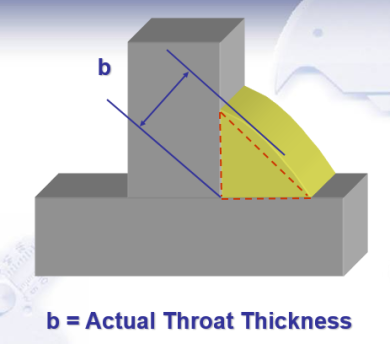
From leg length 7mm –> design throat thickness is 7*0.7 = 4.9mm
So, excess weld metal is 8 – 4.9 = 3.1mm

11) The fusion boundary of a fillet weld is the:
필렛 용접의 융합 경계는 다음과 같습니다.
- Boundary between the weld metal and HAZ. ( answer )
- Boundary between individual weld runs.
- Depth of root penetration.
- Boundary between the HAZ and parent material.

It is same with butt weld:

12) If the Visual Welding Inspector detects a type of imperfection not allowed by the application Standard he must:
육안 용접 검사관이 응용 표준에서 허용하지 않는 유형의 결함을 발견하면 다음을 수행해야 합니다.
- Request further NDE.
- Reject the weld. ( answer )
- Prepare a concession request.
- Reject the weld only if he considers it to be harmful.
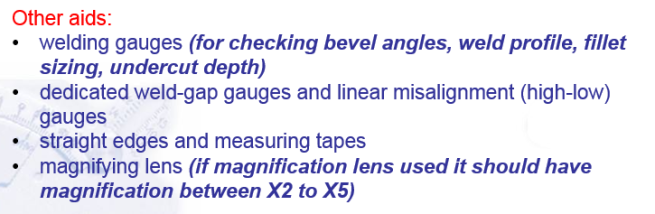
13) BS EN 970 allows the use of a magnifying glass for visual inspection but recommends that the magnification is:
BS EN 970은 육안 검사를 위해 돋보기 사용을 허용하지만 배율은 다음과 같이 권장합니다.
- X2
- X2 to X5. ( answer )
- X5 to X10.
- Not greater than X20.
14) The majority of welder qualification tests are carried out using unbacked joints, because:
대부분의 용접기 자격 시험은 다음과 같은 이유로 백업되지 않은 조인트를 사용하여 수행됩니다.
- It is quicker and cheaper if back-gouging is not required.
- If the welding process is not TIG back purging is not required.
- All welder qualification tests are done on small diameter pipe.
- It requires more skill and increase the welders’ qualification range (answer )

15) If submerged arc welding is to be used to make butt welds, which would you be most critical of?
서브머지드 아크 용접이 맞대기 용접을 만드는 데 사용되는 경우 가장 중요하게 생각하는 것은 무엇입니까?
- The root gap tolerance ( answer )
- The angle of preparation
- The root face width
- The gas cut finish
Root Gap is very important for accessibility joint.

'inspection > CSWIP' 카테고리의 다른 글
| CSWIP3.1 기출 Q&A 해설 19(번역 포함) (0) | 2023.03.14 |
|---|---|
| CSWIP3.1 기출 Q&A 해설 18(번역 포함) (0) | 2023.03.14 |
| CSWIP3.1 기출 Q&A 해설 17(번역 포함) (0) | 2023.03.14 |
| CSWIP3.1 기출 Q&A 해설 16(번역 포함) (0) | 2023.03.14 |
| CSWIP3.1 기출 Q&A 해설 15(번역 포함) (0) | 2023.03.13 |




댓글