해외 검사원 자격시험 자료 공유합니다
먼저 영어 공부를 선행하시고 시험 준비하기를 권장드립니다 본인은 일전에 드릴쉽승선해서 검사한 경험있는데 영어가들리지 않아 곤란한경험이 여러번있었습니다
일단 해외자격시험은 국내 자격보다 어렵지 않습니다 다만 영어로 시험이 진행된다는 점이 어려울뿐입니다
API 시험을 치고나서 느낌은?
시험코드는 반듯이 정독해보시고 시험 치세요 대분분의 문제가 해당코드에서 출제 됩니다 그리고 공부방법은 기출문제를 풀어보고 그문제가 어디에서 나오는지 알아야 한다는 것입니다 그것은 추가코드를 공부할때도 마찬가지 입니다 문제를 풀때 앞의 목차를 보면서 어디에서 나올것 같은지 한번씩 생각해 보시기를 추천 드립니다
아직 공유안한 자료들 많이 있습니다 혹시 필요하신분들 댓글 달아주세요 (510,570, 653, ASNT L3, CWI 등...기타 각종 코드 필요하신분들 )
국내 최저가 화상영어 추천(한달 6만원 20회 20분)
국내 최저가 화상영어 (한달 6만원 20회 20분)
국내 최저가 화상영어 추천(한달 5만원 20회 20분) 아직도 말 못하는 수업만 하고 계신가요? ‘영어는 공부’가 아니라 ‘언어’라는 점을 아셔야 합니다 때문에 당연히 원어민과 대화를 하면서
qi-inform.tistory.com
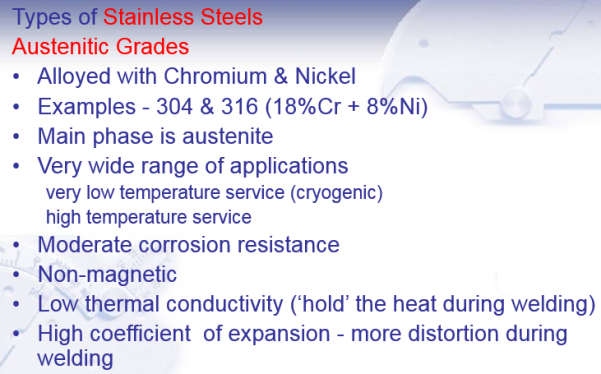
1) One of the following alloys is non-magnetic. Which?
다음 합금 중 하나는 비자성체는?
| a | 4% Chromium Molybdenum |
| b | 12% Chromium |
| c (answer) | Austenitic Stainless Steel |
| d | 9% Nickle Steel |
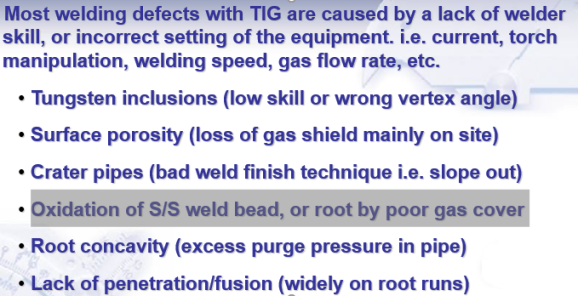
2) When TIG welding Austenitic Stainless Steel pipe, Argon gas baking is called for. This is to:
오스테나이트계 스테인리스 강관을 TIG 용접할 때 아르곤 가스 baking이 요구된다. 이것은:
| a ( answer ) | Prevent oxidation |
| b | Prevent under bead cracking |
| c | Prevent porosity |
| d | Control the penetration bead shape |
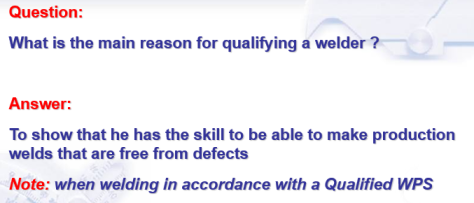
3) The principal purpose of a welder qualification test is to:
용접사 자격 시험의 주요 목적은 다음과 같습니다.
| a ( answer ) | Test the skill of the welder. |
| b | Assess the weldability of the materials. |
| c | Decide which NDT methods to use. |
| d | Give the welder practice before doing production welding. |
4) A fabrication procedure calls for the toes of all welds to be blended in by grinding. The reason for doing this is to:
제작 절차에서는 모든 용접부의 끝부분이 스무스해야 합니다. 이렇게 하는 이유는 다음과 같습니다.
| a | Make the weld suitable for liquid (dye) penetrant inspection. |
| b (answer) | Improve the fatigue life. |
| c | Reduce residual stresses. |
| d | Improve the general appearance of the welds. |

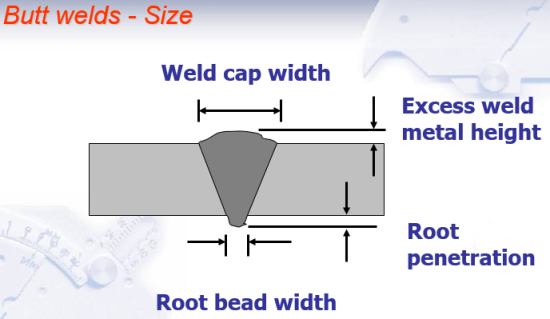
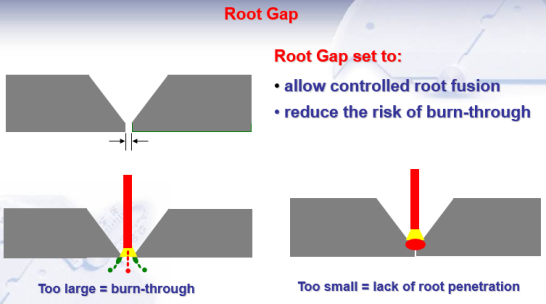
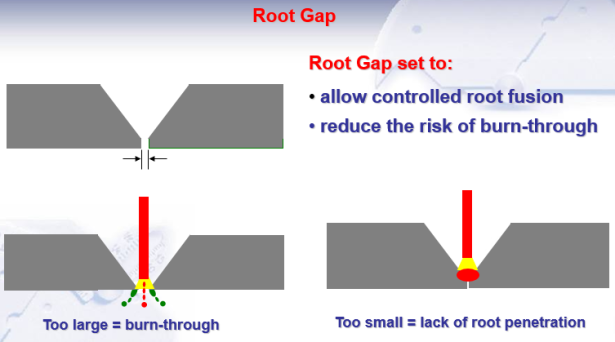
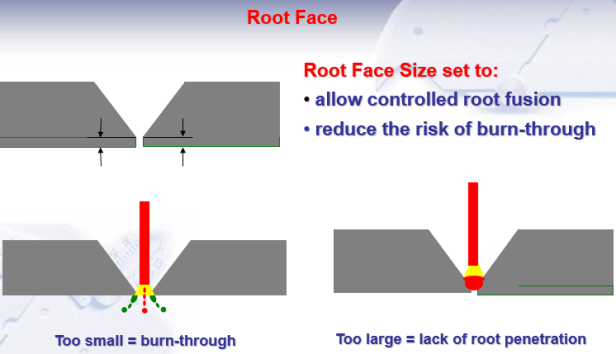
5) For full penetration single-sided butt joints, root bead penetration and profile are mainly influenced by:
전체 용입 단면 맞대기 조인트의 경우 루트 비드 용입 및 프로파일은 주로 다음에 의해 영향을 받습니다.
| a | Root face. |
| b | Bevel angle. |
| c ( answer ) | Root gap |
| d | Included angle. |
Pls take note the “profile” in question.
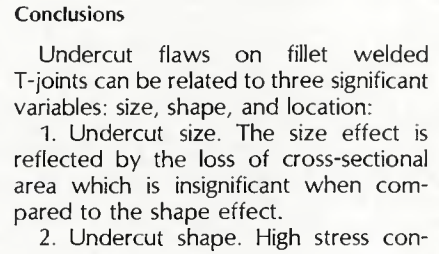
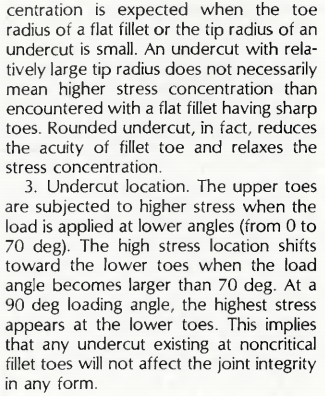
6) Which of the following would be cause for rejection by most fabrication standards when inspecting fillet welds with undercut, a small amount of:
다음 중 소량의 언더컷이 있는 필렛 용접을 검사할 때 대부분의 제조 표준에서 거부되는 원인은 무엇입니까?
| a | Depth |
| b | Length |
| c | Width |
| d (answer) | Sharpeness |
The size effect is reflected by the loss of cross-sectional area which is insignficantwhen compare to the shape effect.
7) When visually inspecting the root bead of the single V-butt weld it should be checked for:
단일 V 맞대기 용접의 루트 비드를 육안으로 검사할 때 다음 사항을 확인해야 합니다.
| a ( answer ) | Lack of root penetration. |
| b | HAZ hardness. |
| c | Tungsten inclusions. |
| d | Slag |
Because this is “visual inspection”. So we can’t check hardness / internal slag / tungsten insclucions.
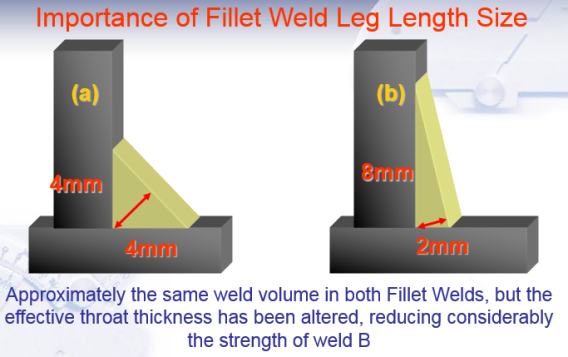
8) The strength of a fillet weld is determined by:
필렛 용접의 강도는 다음에 의해 결정됩니다.
| a | Leg length. |
| b | Weld profile. |
| c | Weld width. |
| d (answer) | Throat thickness. |
9) The European Standard for NDE of fusion welds by visual examination is:
육안 검사에 의한 용융 용접의 NDE에 대한 유럽 표준은 다음과 같습니다.
| a | EN 288. |
| b | EN 499. |
| c | EN 287. |
| d ( answer ) | EN 970 |
10) Visual inspection of a fabricated item for a high integrity application should cover inspection activities:
높은 무결성 적용을 위해 제작된 품목의 육안 검사는 검사 활동을 포함해야 합니다.
| a ( answer ) | Before, during and after welding. |
| b | Before welding only. |
| c | After welding only. |
| d | During and after welding only. |
11) Incomplete root penetration in a single V butt joint may be caused by:
단일 V 맞대기 조인트에서 불완전한 루트 침투는 다음과 같은 원인으로 발생할 수 있습니다.
| a | Excessive root face. |
| b | Excessive root gap. |
| c | The current setting being too low. |
| d ( answer ) | Both a and c. |
Below is summary why lack of penetration:
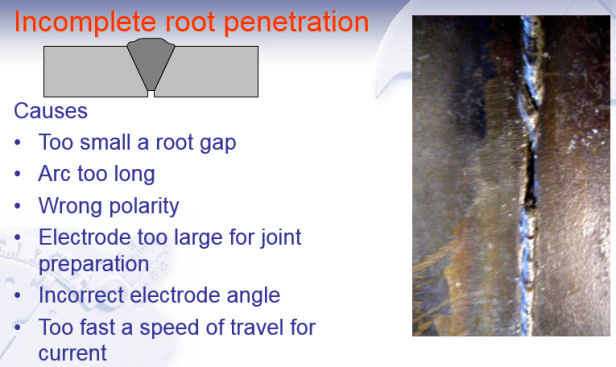
Current: The current used will be determined by the choice of electrode, electrode diameter and material type and thickness. Current has the most effect on penetration.
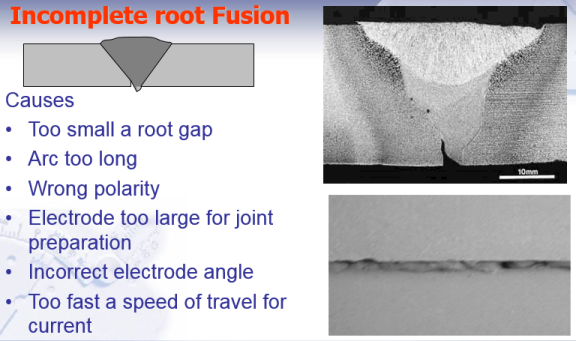
12) Incomplete root fusion in a single V butt weld may be caused by:
단일 V 맞대기 용접에서 불완전한 루트 융합은 다음과 같은 원인으로 발생할 수 있습니다.
| a (answer) | Linear misalignment. |
| b | Root gap being too large. |
| c | Root faces being too small. |
| d | Welding current too high. |
Refer above question!
13) When visually inspecting the face of a finished weld which of the following flaws would be considered to be the most serious:
완성된 용접면을 육안으로 검사할 때 다음 결함 중 가장 심각하다고 생각되는 결함은 무엇입니까?
| a | Excess weld metal height. |
| b | Start porosity. |
| c | Spatter |
| d ( answer ) | Arc strikes. |
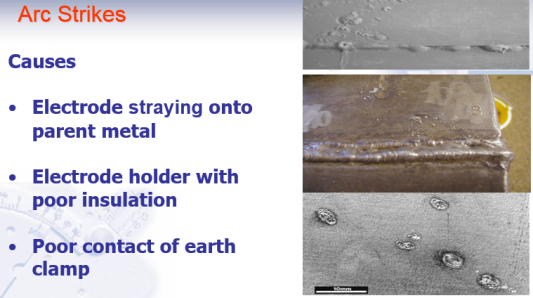
Arc strikes: easy lead to crack due to cooling down too fast.
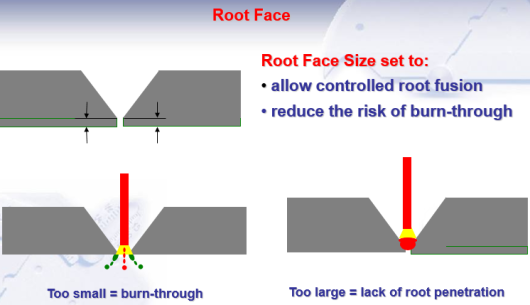
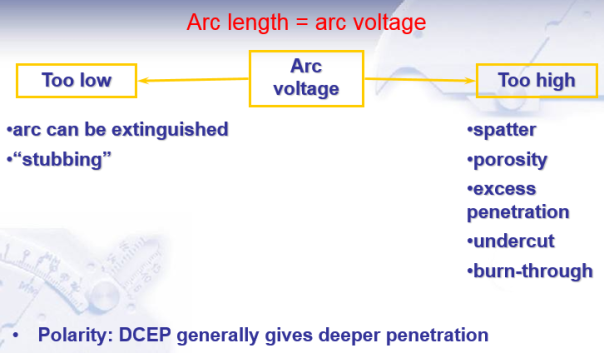
14) A burn-through may occur if the:
다음과 같은 경우 burn-through가 발생할 수 있습니다.
| a | Current is too low. |
| b | Root face is too large. |
| c | Root gap is too large. |
| d (answer) | Arc voltage is too high. |
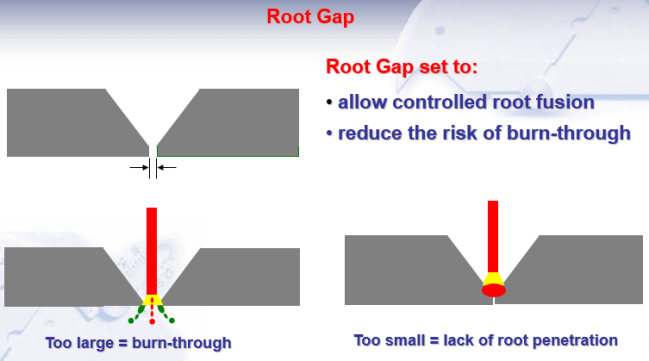
Arc voltage is more than effect.
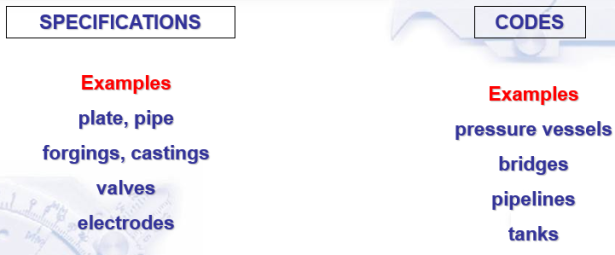
15) A Code of Pratice is a:
Code의 실행은 다음과 같습니다.
| a | Standard of workmanship quality only. |
| b (answer) | Set of rules for manufacturing a specific product. |
| c | Specification for the finished product. |
| d | Code for the qualification of the welding procedures and welders qualifications. |
'inspection > CSWIP' 카테고리의 다른 글
| CSWIP3.1 기출 Q&A 해설 20(번역 포함) (2) | 2023.03.14 |
|---|---|
| CSWIP3.1 기출 Q&A 해설 18(번역 포함) (0) | 2023.03.14 |
| CSWIP3.1 기출 Q&A 해설 17(번역 포함) (0) | 2023.03.14 |
| CSWIP3.1 기출 Q&A 해설 16(번역 포함) (0) | 2023.03.14 |
| CSWIP3.1 기출 Q&A 해설 15(번역 포함) (0) | 2023.03.13 |




댓글