해외 검사원 자격시험 자료 공유합니다
먼저 영어 공부를 선행하시고 시험 준비하기를 권장드립니다 본인은 일전에 드릴쉽승선해서 검사한 경험있는데 영어가들리지 않아 곤란한경험이 여러번있었습니다
일단 해외자격시험은 국내 자격보다 어렵지 않습니다 다만 영어로 시험이 진행된다는 점이 어려울뿐입니다
API 시험을 치고나서 느낌은?
시험코드는 반듯이 정독해보시고 시험 치세요 대분분의 문제가 해당코드에서 출제 됩니다 그리고 공부방법은 기출문제를 풀어보고 그문제가 어디에서 나오는지 알아야 한다는 것입니다 그것은 추가코드를 공부할때도 마찬가지 입니다 문제를 풀때 앞의 목차를 보면서 어디에서 나올것 같은지 한번씩 생각해 보시기를 추천 드립니다
아직 공유안한 자료들 많이 있습니다 혹시 필요하신분들 댓글 달아주세요 (510,570, 653, ASNT L3, CWI 등...기타 각종 코드 필요하신분들 )
국내 최저가 화상영어 추천(한달 6만원 20회 20분)
국내 최저가 화상영어 (한달 6만원 20회 20분)
국내 최저가 화상영어 추천(한달 5만원 20회 20분) 아직도 말 못하는 수업만 하고 계신가요? ‘영어는 공부’가 아니라 ‘언어’라는 점을 아셔야 합니다 때문에 당연히 원어민과 대화를 하면서
qi-inform.tistory.com
1) A drawing with symbols to BS EN 22553 will show a 5mm leg filler by which of the following:
BS EN 22553에 따른 기호가 있는 도면은 다음 중 5mm 다리 필러를 보여줍니다.
| a. | a5 |
| b. | t5 |
| c. (answer ) | z5 |
| d. | 5Z |

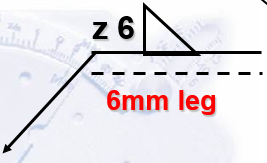
a = Design throat thickness
s = Depth of Penetration, Throat thickness
z = Leg length(min material thickness)
a = (0.7 x z)
2) Which of the following joint designs is preferred in cyclic loading condition?
다음 접합부 설계 중 주기적 하중 조건에서 선호되는 설계는 무엇입니까?

| a. | View A |
| b. | View B |
| c. | View C |
| d. ( answer ) | View D |
We need to know:
- The effect of a change in section ( thickness / welding cap / welding toe ), where it can be seen that the stress is locally raised at the weld toe. The illustration shows a bead-on-plate run but a full penetration weld will show the same behaviour.
- In addition, misalignment and/or distortion of the joint will cause the applied stress to be further increased, perhaps by introducing bending in the component, further reducing the expected fatigue life. A poorly shaped weld cap with a sharp transition between the weld and the parent metal will also have an adverse effect on fatigue performance.

- Fatigue cracks generally start at changes in section or notches where the stress is raised locally and, as a general rule, the sharper the notch the shorter the fatigue life – one reason why cracks are so damaging.
So, the welding cap to be removed when cyclic loading condition is an issue.
“a” lack off penetration issue
“b” weld cap to be removes as above explanation
“c” at root pass maybe has some undercut –> stress concentrating.
“d”: righ answer.
3) The number 111 is shown at the tail-end of a weld symbol reference line. According to BS EN ISO 22553, what does this number indicate?
용접 기호 기준선의 끝 부분에 숫자 111이 표시됩니다. BS EN ISO 22553에 따르면 이 숫자는 무엇을 나타냅니까?
| a. ( answer ) | Welding process (용접 공정) |
| b. | Type of welding electrode (용접봉의 종류) |
| c. | Welding position (용접 위치) |
| d. | Total weld length (총 용접 길이) |

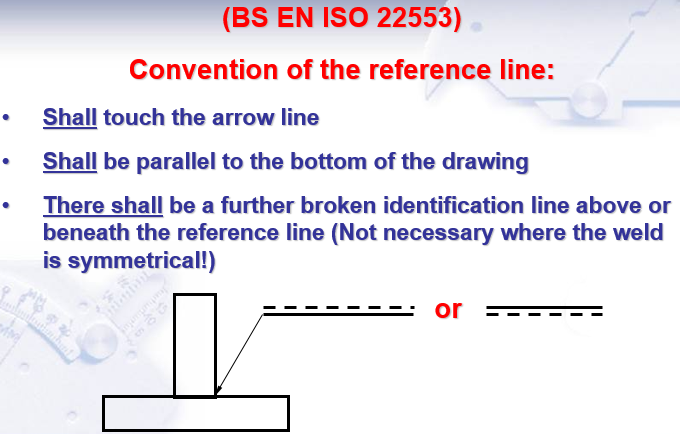
4) According to EN 22553, if the symbol is on the identification line, where does the weld go?
EN 22553에 따라 기호가 식별선에 있는 경우 용접은 어디로 가는가?
| a. | On both sides (양쪽에) |
| b. | On the arrow side (화살표쪽에) |
| c. ( answer ) | Opposite arrow side (화살표 반대 쪽) |
| d. | It does not matter (그것은 중요하지 않습니다) |


5) According to AWS 2.4, where does the symbol go for welding on the arrow side?
AWS 2.4에 따르면 화살표 쪽에서 용접 기호는 어디에 있습니까?
| a. ( answer ) | Below solid line (실선 아래) |
| b. | Above solid line (실선 위) |
| c. | Depends on the joint (joint에 따라 다름) |
| d. | Always weld where the arrow is pointing (항상 화살표가 가리키는 곳에 용접하십시오.) |

6) Asymmetrical weld symbols to EN 22553 are:
EN 22553에 따른 비대칭 용접 기호는 다음과 같습니다.
| a. | The same both sides of the arrow (화살표의 양쪽이 동일) |
| b. ( answer ) | Different each side of the arrow (화살표의 각 면이 다릅니다) |
| c. | Show fillet welds only (fillet 용접만 표시) |
| d. | Show butt welds only (맞대기 용접만 표시) |
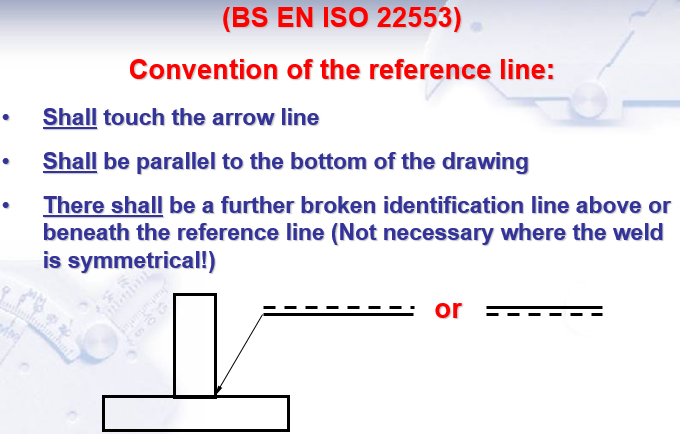
7) While making a symbol for a symmetrical fillet weld ______________________________
대칭 필릿 용접 기호를 만들면서
| a. | the size does not need not be mentioned (크기는 언급할 필요가 없습니다) |
| b. | the length can be mentioned to the left of the symbol (기호의 왼쪽에 길이를 언급할 수 있습니다.) |
| c. | the finish is assumed to be flat (마무리는 평평하다고 가정합니다.) |
| d. ( answer ) | the broken line can be omitted (점선은 생략가능) |
8) Which of the following is normally true?
다음 중 일반적으로 참인 것은?
| a. | Impact energy is specified in N/mm2 (충격 에너지는 N/mm2로 지정됩니다.) |
| b. | Heat input is specified in kJ/mm2 (입열량은 kJ/mm2로 지정됩니다.) |
| c. (answer) | Yield strength is specified in N/mm2 (항복 강도는 N/mm2로 지정됩니다.) |
| d. | Diffusible hydrogen is specified in ml (확산 가능한 수소는 ml 단위로 지정됩니다.) |
- The ultimate tensile strength in N/mm2, p.s.i or Mpa
- Impact Energy Joules: J
- Heat input: kJ/mm

- Diffusible Hydrogen ( ml/100g ): example – Cellulosic electrodes: hydrogen content is 80-90 ml/100 g of weld metal.
9) An effective weld metal volume reduction can be achieved …
효과적인 용접 금속 부피 감소를 달성할 수 있습니다
| a. | Changing from double V to single V (이중 V에서 단일 V로 변경) |
| b. ( answer ) | Changing from single V to single U (단일 V에서 단일 U로 변경) |
| c. | Changing from double U to single V (더블 U에서 싱글 V로 변경) |
| d. | Changing from single J to single V (단일 J에서 단일 V로 변경) |




10) The typical included angle used for MMA welding of a 15mm thick steel single “V” butt joint is most likely to be:
15mm 두께의 강철 단일 "V" 맞대기 이음의 MMA 용접에 사용되는 일반적인 끼인각은 다음과 같을 가능성이 큽니다.
| a. | 30˚ |
| b. | 120˚ |
| c. ( answer ) | 70˚ |
| d. | 90˚ |

'inspection > CSWIP' 카테고리의 다른 글
| CSWIP3.1 기출 Q&A 해설 10(번역 포함) (0) | 2023.03.07 |
|---|---|
| CSWIP3.1 기출 Q&A 해설 9(번역 포함) (1) | 2023.03.03 |
| CSWIP3.1 기출 Q&A 해설 7(번역 포함) (1) | 2023.02.15 |
| CSWIP3.1 기출 Q&A 해설 6(번역 포함) (1) | 2023.02.15 |
| CSWIP3.1 기출 Q&A 해설 5 (0) | 2023.02.14 |



댓글